131 1300 0010
從下面回流焊爐溫曲線標準圖分析回流焊的原理:當PCB進入升溫區(干燥區)時,焊錫膏中的溶劑、氣體蒸發掉,同時焊錫膏中的助焊劑潤濕焊盤、元器件端頭和引腳,焊錫膏軟化、塌落、覆蓋了焊盤,將焊盤、元器件引腳與氧氣隔離;PCB進入保溫區時,使PCB和元器件得到充分的預熱,以防PCB突然進入焊接區升溫過快而損壞PCB和元器件;當PCB進入焊接區時,溫度迅速上升使焊錫膏達到熔化狀態,液態焊錫對PCB的焊盤、元器件端頭和引腳潤濕、擴散、漫流或回流混合形成焊錫接點;PCB進入冷卻區,使焊點凝固,完成了整個回流焊接過程。
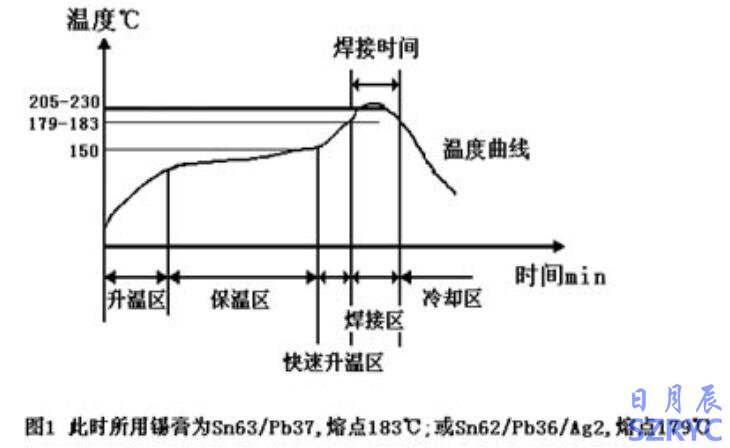
回流焊溫度曲線圖
回流焊爐溫曲線是保證焊接質量的關鍵,實際爐溫曲線和焊錫膏溫度曲線的升溫斜率和峰值溫度應基本致。160℃前的升溫速度控制在1℃/s~2℃/s,如果升溫斜率速度太快,方面使元器件及PCB受熱太快,易損壞元器件,易造成PCB變形;另方面,焊錫膏中的溶劑揮發速度太快,容易濺出金屬成分,產生焊錫球。峰值溫度般設定在比焊錫膏熔化溫度高20℃~40℃左右(例如Sn63/Pb37焊錫膏的熔點為183℃,峰值溫度應設置在205℃~230℃左右),回(再)流時間為10s~60s,峰值溫度低或回(再)流時間短,會使焊接不充分,嚴重時會造成焊錫膏不熔;峰值溫度過高或回(再)流時間長,造成金屬粉末氧化,影響焊接質量,甚損壞元器件和PCB。
根據回流焊爐溫曲線及回流原理,目前市場上的回流焊大、中、小型號的都有,簡易的有小三溫區的到八溫區的,大型的有六溫區到十六溫區的。回流焊溫區越大焊接的效果會越好,這個要根據客戶的產品需求來定。
回流焊溫區溫度的設定:
一個完整的RSS爐溫曲線包括四個溫區分別為:
回流焊預熱區:其目的是將印刷線路板的溫度從室溫提升到錫膏內助焊劑發揮作用所需的活性溫度135℃,溫區的加熱速率應控制在每秒1~3℃,溫度升得太快會引起某些缺陷,如陶瓷電容的細微裂紋。
回流焊保溫區:其目的是將印刷線路板維持在某個特定溫度范圍并持續一段時間,使印刷線路板上各個區域的元器件溫度相同,減少他們的相對溫差,并使錫膏內部的助焊劑充分的發揮作用,去除元器件電極和焊盤表面的氧化物,從而提高焊接質量。一般普遍的活性溫度范圍是135-170℃(以SN63PB37為例),活性時間設定在60-90秒。如果活性溫度設定過高會使助焊劑過早的失去除污的功能,溫度太低助焊劑則發揮不了除污的作用。活性時間設定的過長會使錫膏內助焊劑的過度揮發,致使在焊接時缺少助焊劑的參與使焊點易氧化,潤濕能力差,時間太短則參與焊接的助焊劑過多,可能會出現錫球,錫珠等焊接不良。從而影響焊接質量。
回流焊回流區:其目的是使印刷線路板的溫度提升到錫膏的熔點溫度以上并維持一定的焊接時間,使其形成合金,完成元器件電極與焊盤的焊接。該區的溫度設定在183℃以上,時間為30-90秒。(以SN63PB37為例)峰值不宜超過230℃,200℃以上的時間為20-30秒。如果溫度低于183℃將無法形成合金實現不了焊接,若高于230℃會對元器件帶來損害,同時也會加劇印刷線路板的變形。如果時間不足會使合金層較薄,焊點的強度不夠,時間較長則合金層較厚使焊點較脆。
回流焊冷卻區:其目的是使印刷線路板降溫,通常設定為每秒3-4℃。如速率過高會使焊點出現龜裂現象,過慢則會加劇焊點氧化。理想的冷卻曲線應該是和回流區曲線成鏡像關系,越是靠近這種鏡像關系,焊點達到固態的結構越緊密,得到焊接點的質量越高,結合完整性越好。
了解了回流焊溫度曲線各個溫區的特性后就可以根據產品的特點來設定回流焊爐每個溫區的溫度了。一但溫區的溫度設定以后回流焊爐內的熱容量就確定了下來。在生產過程中通過爐內的產品會不斷的吸收熱量,隨著爐內產品數量的不斷增加被吸收的熱量也在不斷的增加。如果回流焊爐所能補允的熱量小于產品所吸收的熱量時就不能夠保證產品的品質。
而實際生產中是不可能對爐溫進行實時更新的,因此這就要求設定的溫度曲線具有一定的適應能力或針對不同的產品種類設定不同的溫度曲線。如,印刷線路板的尺寸較小,元器件體積較小的產品,因這種產品對熱量的吸收較小,元器件本身的升溫速度也相對較快,所以曲線升溫區的升溫速率可以適當加大,保溫區的保溫時間可以相對縮短。而對于印刷線路板的尺寸較大,元器體積較大的產品,其對熱量吸收的要求較高,元器件本身的內外部溫差較大,所以其升溫區的升溫速率應降低,保溫區的保溫時間應加長以保證板面上各種元器件及元器件的每個部位之間的溫差最小。

