131 1300 0010
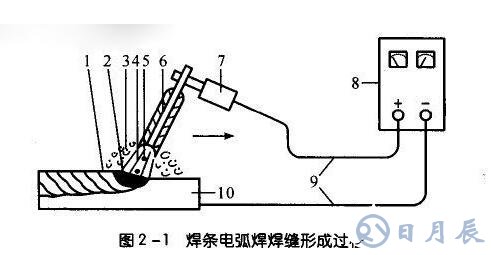
焊條電弧焊的原理是利用焊條和焊件之間產(chǎn)生的電弧熱,將焊條和焊件局部加熱到熔化狀態(tài),焊條端部熔化后的熔滴和熔化的母材融合一起形成熔池。隨著電弧向前移動(dòng),熔池液態(tài)金屬逐步冷卻結(jié)晶,形成焊縫。焊條電弧焊焊縫形成過(guò)程如圖2-1所示。
1、設(shè)備簡(jiǎn)單
成本低焊條電弧焊使用具有下降外特性的弧焊電源及一些簡(jiǎn)單工具,設(shè)備結(jié)構(gòu)簡(jiǎn)單,便于現(xiàn)場(chǎng)維護(hù)、保養(yǎng)和維修;設(shè)備輕,便于移動(dòng);設(shè)備使用、安裝方便,操作簡(jiǎn)單;投資少,成本低。
2、工藝靈活
適應(yīng)性強(qiáng)焊條電弧焊適用于碳素鋼、合金鋼、不銹鋼、鑄鐵、銅及其合金、鋁及其合金、鎳及其合金的焊接。利用電纜可以延伸較遠(yuǎn)距離的焊接。適用于不同位置、接頭形式、焊件厚度、單件產(chǎn)品或批量產(chǎn)品以及復(fù)雜結(jié)構(gòu)焊接部位的焊接。對(duì)一些不規(guī)則的焊縫、不易實(shí)現(xiàn)機(jī)械化焊接的焊縫以及在窄位置等的焊接,焊條電弧焊顯得工藝更靈活、適應(yīng)性更強(qiáng)。
3、勞動(dòng)強(qiáng)度高、效率低
焊條電弧焊采用的焊條長(zhǎng)度有限,不能連續(xù)焊接,所以效率低。由于采用手工操作,工人的勞動(dòng)條差,勞動(dòng)強(qiáng)度大,焊縫的質(zhì)量在一定程度上取決于焊工的操作技能水平。
廣泛應(yīng)用于碳鋼、合金鋼、耐熱鋼、不銹鋼、鑄鐵以及非鐵金屬的焊接。適用于金屬材料不同厚度、不同位置的焊接,以及用于異種金屬的焊接,且焊接接頭可與工件(母材)的強(qiáng)度相等。所以,它是焊接生產(chǎn)中應(yīng)用最廣泛的一種焊接方法。焊條電弧焊所需的設(shè)備由交流(直流)電焊機(jī)、地線、焊接線、焊把(焊鉗)、電焊面罩(帶護(hù)目鏡)等組成,其中焊鉗有160、300、500、800A等幾個(gè)規(guī)格,其數(shù)值表示可承受電流的大小。

