131 1300 0010
坡口是指焊件的待焊部位加工并裝配成的一定幾何形狀的溝槽。坡口是主要為了焊接工件,保證焊接度,普通情況下用機(jī)加工方法加工出的型面,要求不高時(shí)也可以氣割。
根據(jù)設(shè)計(jì)或工藝需要,在焊件的待焊部位加工并裝配成的一定幾何形狀的溝槽稱為坡口。坡口的作用是為了保證焊縫根部焊透,保證焊接質(zhì)量和連接強(qiáng)度,同時(shí)調(diào)整基本金屬與填充金屬比例。
焊接接頭的坡口形式很多。焊條電弧焊焊縫坡口的基本形式和尺寸詳見GB985—88,埋弧焊焊縫坡口的基本形式詳見GB986—88。焊接接頭的基本坡口形式有I形坡口、V形坡口、X形坡口和U形坡口,見下圖。其它類型的坡口可在基本坡口形式上發(fā)展起來。
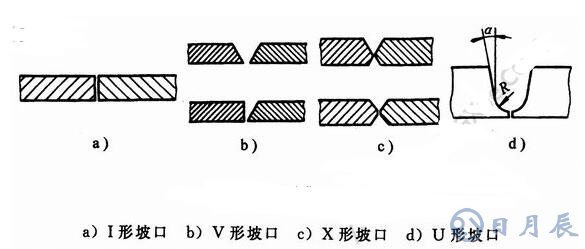
I形坡口:I形坡口用于較薄鋼板的焊件對接。采用焊條電弧焊或氣體保護(hù)焊焊接厚度在5~6mm以下的鋼板可以開I形坡口。如果釆用埋弧焊,這個(gè)厚度一般可以放到12~14mm。這種坡口的焊縫填充金屬(焊條或焊絲)很少。
V形坡口:這種坡口形狀簡單,加工方便,是最常用的坡口形式。焊接時(shí)為單面焊,不用翻轉(zhuǎn)焊件,但由于是單面焊,焊后容易往一個(gè)方向變形。因此在必要時(shí),應(yīng)釆取反變形措施。
X形坡口:鋼板厚度為12~60mm時(shí)可采用X形坡口。X形坡口與V形坡口相比,在相同厚度下,能減少焊縫金屬量約1/2。而且由于雙面焊,焊后的殘余變形較小。
U形接口:U形坡口應(yīng)用于厚板焊接。對大厚度鋼板,當(dāng)焊件厚度相同時(shí),U形坡口的焊縫填充金屬要比V形、X形坡口少得多,而且焊件產(chǎn)生的變形也小。但這種坡口加工較困難,一般應(yīng)用于重要的焊接結(jié)構(gòu)。U形坡口有帶鈍邊U形坡口、帶鈍邊J形坡口(單邊U形坡口)、帶鈍邊雙U形坡口等。留鈍邊的作用是防止根部焊穿。
坡口角度:兩坡口面之間的夾角稱為坡口角度,用符號(hào)α表示,如下圖:
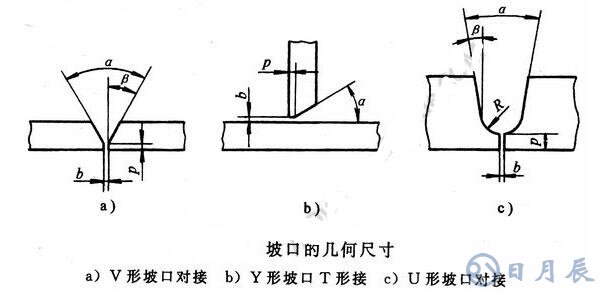
坡口面角度:待加工坡口的端面與坡口面之間的夾角稱為坡口面角度。開單面坡口時(shí),坡口角度等于坡口面角度;開雙面對稱坡口時(shí),坡口角度等于兩倍的坡口面角度。坡口面角用符號(hào)β表示。
根部間隙:焊件裝配好后,在焊縫根部通常都留有間隙。這個(gè)間隙,有時(shí)是裝配的原因,有時(shí)是故意留的。在單面焊雙面成形的操作中,就應(yīng)注意要留有一定的間隙,以保證在焊接打底焊道時(shí),能把根部焊透。根部間隙用符號(hào)b表示。
鈍邊鈍邊的作用是防止焊縫根部焊穿。鈍邊留多少,視焊接方法及采取的工藝不同而不同。鈍邊尺寸用符號(hào)p表示。
根部半徑:在J形、U形坡口底部的半徑稱為根部半徑,用符號(hào)R表示,如上圖所示。根部半徑的作用是增大坡口根部的空間,使焊條或焊絲(考慮到焊嘴尺寸的影響)能夠伸入根部的空間,以促使根部焊透。

