131 1300 0010
任何電子產品,從幾個零件構成的整流器到成千上萬個零部件組成的計算機系統,都是由基本的電子元件器件和功能構成,按電路工作原理,用一定的工藝方法連接而成。雖然連接方法有多種(例如、繞接、壓接、粘接等)但使用最廣泛的方法是錫焊。
1 .手工焊接的工具
( 1 )電烙鐵
( 2 )鉻鐵架

圖1
2 . 錫焊的條件
為了提高焊接質量,必須注意掌握錫焊的條件:
被焊件必須具備可焊性;被焊金屬表面應保持清潔;使用合適的助焊劑;具有適當的焊接溫度;具有合適的焊接時間。
焊接與助焊劑
1 .焊接材料
凡是用來熔合兩種或兩種以上的金屬面,使之成為一個整體的金屬或合金都叫焊料。這里所說的焊料只針對錫焊所用焊料。
常用錫焊材料:
管狀焊錫絲 、抗氧化焊錫、含銀的焊錫、焊膏
2 .助焊劑的選用
在焊接過程中,由于金屬在加熱的情況下會產生一薄層氧化膜,這將阻礙焊錫的浸潤,影響焊接點合金的形成,容易出現虛焊、假焊現象。使用助焊劑可改善焊接性能。助焊劑有松香、松香溶液、焊膏焊油等,可根據不同的焊接對象合理選用。焊膏焊油等具有一定的腐蝕性,不可用于焊接電子元器件和電路板,焊接完畢應將焊接處殘留的焊膏焊油等擦拭干凈。元器件引腳鍍錫時應選用松香作助焊劑。印制電路板上已涂有松香溶液的,元器件焊入時不必再用助焊劑。
手工焊接基本操作方法
1.焊接操作姿勢與衛生
焊劑加熱揮發出的化學物質對人體是有害的,如果操作時鼻子距離烙鐵頭太近,則很容易將有害氣體吸入。一般烙鐵離開鼻子的距離應至少不少于20cm,通常以40cm為宜。
電烙鐵拿法有三種,如圖1所示。反握法動作穩定,長時間操作不易疲勞,適于大功率烙鐵的操作。正握法適于中等功率烙鐵或帶彎頭電烙鐵的操作。一般在操作臺上焊印制板等焊件時,多采用握筆法。
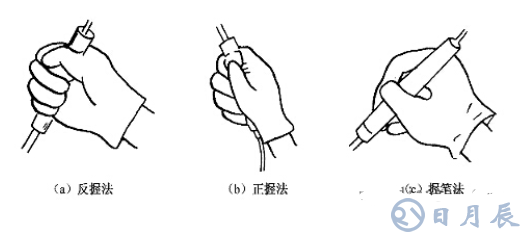
圖1 電烙鐵握持方法
2.五步訓練法
作為一種初學者掌握手工錫焊技術的訓練方法,五步法是卓有成效的。這里專門予以討論。
不少電子愛好者中通行一種焊接操作法,即先用烙鐵頭沾上一些焊錫,然后將烙鐵放到焊點上停留等待加熱后焊錫潤濕焊件。
這種方法,不是正確的操作方法。雖然這樣也可以將焊件焊起來,但卻不能保證質量。從我們所了解的錫焊機理不難理解這一點。
當我們把焊錫熔化到烙鐵頭上時,焊錫絲中的焊劑附在焊料表面,由于烙鐵頭溫度一般都在250℃~350℃以上,當烙鐵放到焊點上之前松香焊劑將不斷揮發,而當烙鐵放到焊點上時由于焊件溫度低,加熱還用一段時間,在此期間焊劑很可能揮發大半甚至完全揮發,因而在潤濕過程中由于缺少焊劑而潤濕不良。同時由于焊料和焊件溫度差得多。結合層不容易形成,很難避免虛焊。更由于焊劑的保護作用喪失后焊料容易氧化。質量得不到保證就在所難免了。正確的方法應該是五步法(圖2)
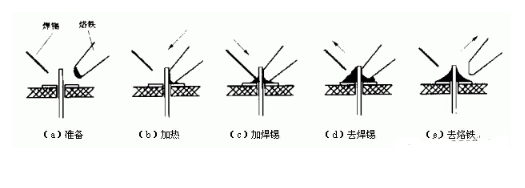
圖2 五步法
(1)準備施焊
準備好焊錫絲和烙鐵、此時特別強調的是烙鐵頭部要保持干凈,即可以沾上焊錫(俗稱吃錫)。
(2)加熱焊件
將烙鐵接觸焊接點,注意首先要保持烙鐵加熱焊件各部分,例如印制板上引線和焊盤都使之受熱,其次要注意讓烙鐵頭的扁平部分(較大部分)接觸熱容量較大的焊件,烙鐵頭的側面或邊緣部分接觸熱容量較小的焊件,以保持焊件均勻受熱。
(3)熔化焊料
當焊件加熱到能熔化焊錫的溫度后將焊絲置于焊點,焊料開始熔化并潤濕焊點。
(4)移開焊錫
當熔化一定量的焊錫后將焊錫絲移開。
(5)移開烙鐵
當焊錫完全潤濕焊點后移開烙鐵,注意移開烙鐵的方向應該是大致45°的方向。
上述過程,對一般焊點大約二、三秒鐘。對于熱容量較小的焊點,例如印制電路板上的小焊盤,有時用三步法概括操作方法,即將上述步驟2,3合為一步,4,5合為一步。實際上細微區分還是五步,所以五步法有普遍性,是掌握手工烙鐵焊接的基本方法。特別是各步驟之間停用的時間,對保證焊接質量至關重要,只有通過實踐才能逐步掌握。
手工焊接操作的具體手法
在保證得到優質焊點的目標下,具體的焊接操作手法可以有所不同,但下面這些前人總結的方法,對初學者的指導作用是不可忽略的。
保持烙鐵頭的清潔
焊接時,烙鐵頭長期處于高溫狀態,又接觸助焊劑等弱酸性物質,其表面很容易氧化腐蝕并沾上一層黑色雜質。這些雜質形成隔熱層,妨礙了烙鐵頭與焊件之間的熱傳導。因此,要注意用一塊濕布或濕的木質纖維海綿隨時擦拭烙鐵頭。對于普通烙鐵頭,在腐蝕污染嚴重時可以使用銼刀修去表面氧化層。對于長壽命烙鐵頭,就絕對不能使用這種方法了。
靠增加接觸面積來加快傳熱
加熱時,應該讓焊件上需要焊錫浸潤的各部分均勻受熱,而不是僅僅加熱焊件的一部分,更不要采用烙鐵對焊件增加壓力的辦法,以免造成損壞或不易覺察的隱患。有些初學者用烙鐵頭對焊接面施加壓力,企圖加快焊接,這是不對的。正確的方法是,要根據焊件的形狀選用不同的烙鐵頭,或者自己修整烙鐵頭,讓烙鐵頭與焊件形成面的接觸而不是點或線的接觸。這樣,就能大大提高傳熱效率。
加熱要靠焊錫橋
在非流水線作業中,焊接的焊點形狀是多種多樣的,不大可能不斷更換烙鐵頭。要提高加熱的效率,需要有進行熱量傳遞的焊錫橋。所謂焊錫橋,就是靠烙鐵頭上保留少量焊錫,作為加熱時烙鐵頭與焊件之間傳熱的橋梁。由于金屬熔液的導熱效率遠遠高于空氣,使焊件很快就被加熱到焊接溫度。應該注意,作為焊錫橋的錫量不可保留過多,不僅因為長時間存留在烙鐵頭上的焊料處于過熱狀態,實際已經降低了質量,還可能造成焊點之間誤連短路。
烙鐵撤離有講究
烙鐵的撤離要及時,而且撤離時的角度和方向與焊點的形成有關。如圖所示為烙鐵不同的撤離方向對焊點錫量的影響。
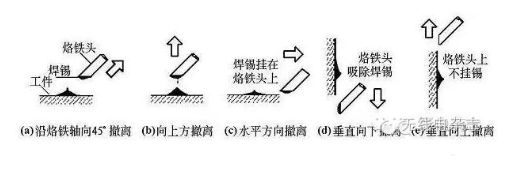
圖5 烙鐵撤離方向和焊點錫量的關系
在焊錫凝固之前不能動
切勿使焊件移動或受到振動,特別是用鑷子夾住焊件時,一定要等焊錫凝固后再移走鑷子,否則極易造成焊點結構疏松或虛焊。
焊錫用量要適中
手工焊接常使用的管狀焊錫絲,內部已經裝有由松香和活化劑制成的助焊劑。焊錫絲的直徑有 0.5 、 0.8 、 1.0 、 … 、 5.0mm 等多種規格,要根據焊點的大小選用。一般,應使焊錫絲的直徑略小于焊盤的直徑。
如圖所示,過量的焊錫不但無必要地消耗了焊錫,而且還增加焊接時間,降低工作速度。更為嚴重的是,過量的焊錫很容易造成不易覺察的短路故障。焊錫過少也不能形成牢固的結合,同樣是不利的。特別是焊接印制板引出導線時,焊錫用量不足,極容易造成導線脫落。
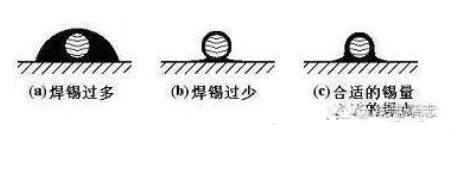
圖6 焊點錫量的掌握
焊劑用量要適中
適量的助焊劑對焊接非常有利。過量使用松香焊劑,焊接以后勢必需要擦除多余的焊劑,并且延長了加熱時間,降低了工作效率。當加熱時間不足時,又容易形成“夾渣”的缺陷。焊接開關、接插件的時候,過量的焊劑容易流到觸點上,會造成接觸不良。合適的焊劑量,應該是松香水僅能浸濕將要形成焊點的部位,不會透過印制板上的通孔流走。對使用松香芯焊絲的焊接來說,基本上不需要再涂助焊劑。目前,印制板生產廠在電路板出廠前大多進行過松香水噴涂處理,無需再加助焊劑。
不要使用烙鐵頭作為運送焊錫的工具
有人習慣到焊接面上進行焊接,結果造成焊料的氧化。因為烙鐵尖的溫度一般都在 300 ℃ 以上,焊錫絲中的助焊劑在高溫時容易分解失效,焊錫也處于過熱的低質量狀態。特別應該指出的是,在一些陳舊的書刊中還介紹過用烙鐵頭運送焊錫的方法,請讀者注意鑒別。
焊點質量及檢查
對焊點的質量要求,應該包括電氣接觸良好、機械結合牢固和美觀三個方面。保證焊點質量最重要的一點,就是必須避免虛焊。
1 .虛焊產生的原因及其危害
虛焊主要是由待焊金屬表面的氧化物和污垢造成的,它使焊點成為有接觸電阻的連接狀態,導致電路工作不正常,出現連接時好時壞的不穩定現象,噪聲增加而沒有規律性,給電路的調試、使用和維護帶來重大隱患。此外,也有一部分虛焊點在電路開始工作的一段較長時間內,保持接觸尚好,因此不容易發現。但在溫度、濕度和振動等環境條件的作用下,接觸表面逐步被氧化,接觸慢慢地變得不完全起來。
虛焊點的接觸電阻會引起局部發熱,局部溫度升高又促使不完全接觸的焊點情況進一步惡化,最終甚至使焊點脫落,電路完全不能正常工作。這一過程有時可長達一、二年,其原理可以用“原電池”的概念來解釋:當焊點受潮使水汽滲入間隙后,水分子溶解金屬氧化物和污垢形成電解液,虛焊點兩側的銅和鉛錫焊料相當于原電池的兩個電極,鉛錫焊料失去電子被氧化,銅材獲得電子被還原。在這樣的原電池結構中,虛焊點內發生金屬損耗性腐蝕,局部溫度升高加劇了化學反應,機械振動讓其中的間隙不斷擴大,直到惡性循環使虛焊點最終形成斷路。
據統計數字表明,在電子整機產品的故障中,有將近一半是由于焊接不良引起的。然而,要從一臺有成千上萬個焊點的電子設備里,找出引起故障的虛焊點來,實在不是容易的事。所以,虛焊是電路可靠性的重大隱患,必須嚴格避免。進行手工焊接操作的時候,尤其要加以注意。
一般來說,造成虛焊的主要原因是:焊錫質量差;助焊劑的還原性不良或用量不夠;被焊接處表面未預先清潔好,鍍錫不牢;烙鐵頭的溫度過高或過低,表面有氧化層;焊接時間掌握不好,太長或太短;焊接中焊錫尚未凝固時,焊接元件松動。
2 .對焊點的要求
可靠的電氣連接、足夠的機械強度、光潔整齊的外觀。
3 .典型焊點的形成及其外觀
在單面和雙面(多層)印制電路板上,焊點的形成是有區別的:見圖,在單面板上,焊點僅形成在焊接面的焊盤上方;但在雙面板或多層板上,熔融的焊料不僅浸潤焊盤上方,還由于毛細作用,滲透到金屬化孔內,焊點形成的區域包括焊接面的焊盤上方、金屬化孔內和元件面上的部分焊盤,如圖所示。
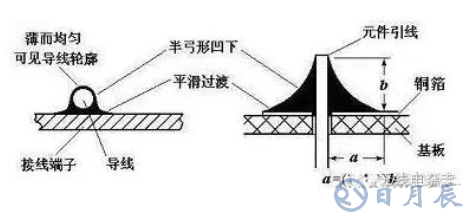
圖7 焊點的形成
從外表直觀看典型焊點,對它的要求是:
1. 形狀為近似圓錐而表面稍微凹陷,呈漫坡狀,以焊接導線為中心,對稱成裙形展開。虛焊點的表面往往向外凸出,可以鑒別出來。
2. 焊點上,焊料的連接面呈凹形自然過渡,焊錫和焊件的交界處平滑,接觸角盡可能小。
3. 表面平滑,有金屬光澤;無裂紋、針孔、夾渣。

