131 1300 0010
彎曲工序:
把板料、型材、管材等的構(gòu)件彎成一定曲率、一定形狀的零件的沖壓工序稱(chēng)為彎曲。
通常在壓力機(jī)上彎曲、折板機(jī)上彎曲、卷板機(jī)上滾彎,還可拉彎、手工彎曲等。
利用折邊、彎曲增大慣性矩、截面模量使其剛性提高,就是輕型化設(shè)計(jì)的好途徑。
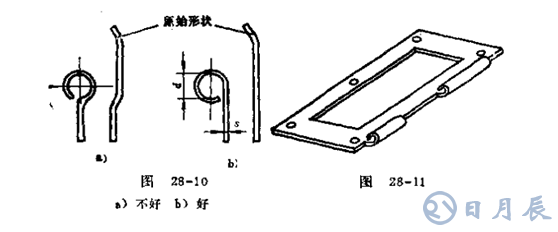
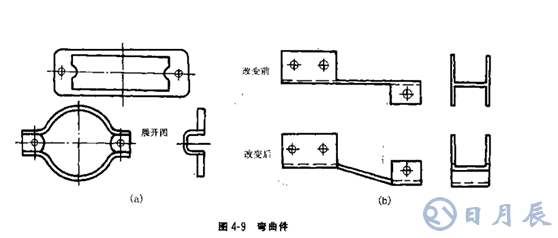
在彎曲零件的構(gòu)形時(shí),必須注意零件在模具內(nèi)的放置方法。
若在彎曲全長(zhǎng)上作180°的變形是很困難得,尤其是硬料時(shí)完全無(wú)法辦到。因此彎折時(shí)要預(yù)先在拐彎處留一小開(kāi)口。
在彎制U形件時(shí)。其長(zhǎng)邊不能選得太小。
彎曲半徑應(yīng)按材料牌號(hào)、硬度計(jì)厚度進(jìn)行選擇。對(duì)薄的材料,彎曲較容易,彎曲半徑可定小些,由于回彈力較小,可得到較大的堅(jiān)固度。
在彎形時(shí),工件的毛面應(yīng)盡可能朝彎曲的受壓方向,以免使毛口受拉力而撕裂。
在對(duì)稱(chēng)的零件上,為了防止彎形時(shí)防錯(cuò)工位,可預(yù)設(shè)一對(duì)稱(chēng)的定位孔。
在U形工件上,兩彎形邊必須盡可能等長(zhǎng),以免彎曲時(shí)產(chǎn)生向一邊移位。如不允許,則可設(shè)一工藝孔來(lái)定位。
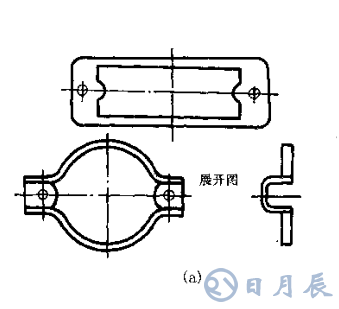
滾卷邊是一種特殊的彎形。卷孔內(nèi)徑大小隨卷邊工件的材料厚薄而定,厚的其內(nèi)徑應(yīng)取大寫(xiě),一般取內(nèi)徑d≥1.5t板厚即可。卷邊的中心線設(shè)在金屬片中心上是不必要的。若將金屬片平面設(shè)在其圓柱體相切位置處,則制造較為經(jīng)濟(jì),如下圖b所示。
彎曲工藝要求設(shè)計(jì)的結(jié)構(gòu)遵守彎曲變形規(guī)律、彎曲最小半徑、回彈、彎曲最小邊長(zhǎng)、彎曲工藝孔或工藝槽、孔邊距、彎曲加工程序、彎曲尺寸標(biāo)注以及彎曲精度等,有時(shí)還要計(jì)算坯料估計(jì)設(shè)備等。
彎曲變形的特點(diǎn):
板料彎曲,通常彎曲變形區(qū)變薄。B/t
棒料彎曲,r≥1.5d時(shí),彎曲橫截面基本不變;r<1.5d時(shí),彎曲變形區(qū)發(fā)生畸變,中性層系數(shù)x有變化。(具體參數(shù)查相關(guān)手冊(cè))
管料彎曲,通常外壁變薄,內(nèi)壁變厚,并且由圓形變成橢圓形。
彎曲件的圓角半徑應(yīng)大于材料的最小彎曲半徑。為得到更小的彎曲半徑,可采用彎曲內(nèi)側(cè)開(kāi)槽后彎曲的方法或多次彎曲方法。
彎曲工藝孔或槽:
彎曲件彎曲線與外緣重疊時(shí),為了避免角部畸變或彎裂,應(yīng)先沖工藝孔或槽。工藝孔d≥t(d為工藝孔直徑,t為板厚);槽深A(yù)>R(彎曲半徑),而B(niǎo)>t(板厚)。
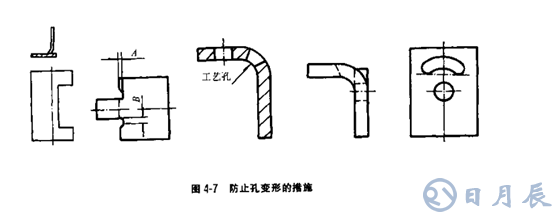
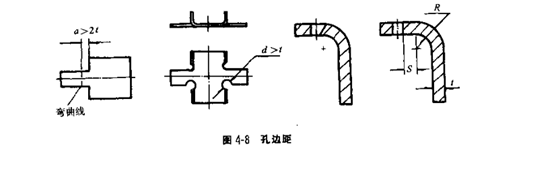
孔邊距:彎曲件上的孔應(yīng)避開(kāi)彎曲變形區(qū)。如一定要靠近時(shí),應(yīng)增加工藝孔后再?gòu)澢?/p>
彎曲件上的孔,分先沖后彎曲和先彎曲后沖。有的彎后不好沖。先沖后彎的孔離邊不能太近,避免孔變形,可能的話(huà)可加沖工藝孔或槽,或者孔的邊緣距彎曲中心,s≥t,t大,s相應(yīng)大一些。t
彎曲件外形設(shè)計(jì):
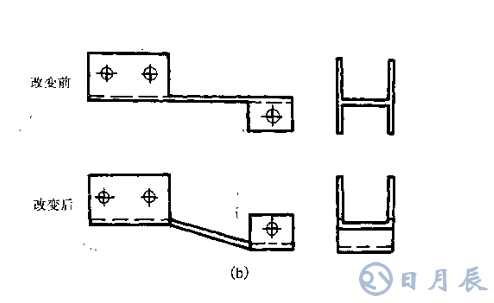
外形適合彎曲工藝是大家容易理解的。工藝性好但不一定成本低。如下圖a所示,落料、彎曲、再切除,要三個(gè)模。如果切成條料彎曲,會(huì)更省。如圖b,把彎曲方向改為一致,模具結(jié)構(gòu)簡(jiǎn)單,更便于制造。認(rèn)證分析一下,不改的則省材料,落料模、彎曲模都小,只多了調(diào)頭翻轉(zhuǎn)彎曲,但需操作兩次。
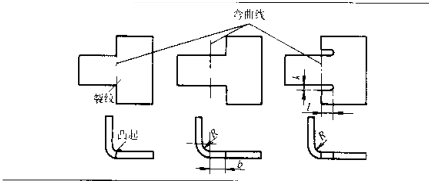
彎曲寬窄不同部分的零件時(shí)應(yīng)注意彎曲線的位置。否則會(huì)在寬邊上產(chǎn)生凸起或裂紋。可將彎曲線移出一個(gè)距離或沖切工藝缺口。
彎曲件的直邊高度應(yīng)大于兩倍的材料厚度。若要求彎曲件的直邊平直,則其直邊高度H(不含折彎半徑段)應(yīng)大于兩倍的材料厚度,最好H>3t,若H<2t,則須預(yù)先壓槽。
尺寸標(biāo)注:
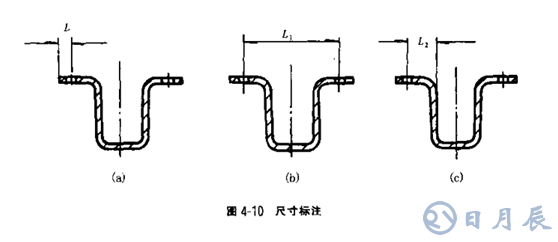
孔的位置尺寸,如圖a標(biāo)注所示,其加工工藝是落料、沖孔后彎曲,這樣加工簡(jiǎn)單,但孔位精度低。如圖b、c標(biāo)注所示,其工藝是落料、彎曲后沖孔或同時(shí)沖孔,模具復(fù)雜,但精度高。所以,尺寸標(biāo)注與工藝、精度、成本有關(guān),值得設(shè)計(jì)師思考。
彎曲精度:
彎曲件精度不高,因?yàn)橛邪搴衿睢⒒貜椀榷喾N影響,所以尺寸精度是IT12~IT16級(jí)。

